
全國服務熱線
0317-8332926
澆注沸騰鋼通常采用上小下大直通型 鋼錠模 ,一般各廠都按照各自軋機的能力、產(chǎn)品大綱(用戶的需求)、澆注的鋼種來選擇鋼錠模尺寸及工藝參數(shù)。國外沸騰鋼多采用較大噸位錠型(如 15 一 25t 。我國目前使用的錠型有 19.6t,14.2t,11.2t,8.2t , 7.1t,5.6t,2.1t, 及 8 英寸( in )、 6 英寸( in )鋼錠。大鋼錠有方錠和扁錠,含碳較高的沸騰鋼一般不采用很小斷面的錠模澆注,小的沸騰鋼斷面應不小于 150x 150rnm 。
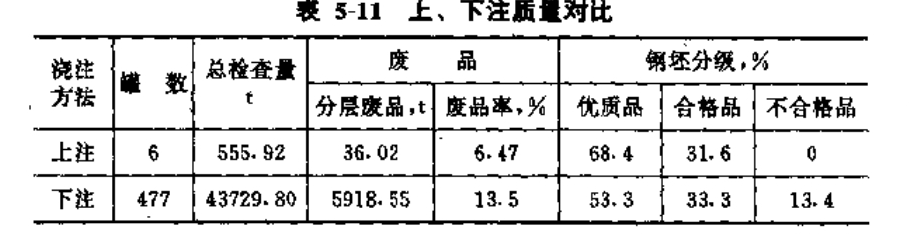
沸騰鋼的澆注方法分為上注法和下注法.國外采用上注法較多。上注通常是單個錠或雙錠(用雙塞棒或雙滑動水口澆注),注速較快( 0 . 5 一 2 .0m / min ) ,因此鋼錠模內(nèi)沸騰較差,鋼錠的堅殼帶較薄,易上漲,易飛濺引起結(jié)疤。但上注工藝簡單、成本較低、消耗耐火材料少,因此鋼中夾雜和分層缺陷.較少。見表 5 一 11 .
下注法因其注速緩慢( 0.17-0. 35m / min ) ,鋼錠模內(nèi)沸騰較好,堅殼帶厚度容易得到_,同時因澆注過程中排氣充分,鋼錠上漲蜂窩氣泡帶高度也較上注法低。所以國內(nèi)沸騰鋼多采用下注法。上注法只在幾個較大的鋼廠,如武鋼、本鋼、鞍鋼進行過。以上內(nèi)容是河鑄重工小編作為鋼錠模生產(chǎn)廠家與您分享的鋼錠上下澆注法。想了解更多鋼錠澆注知識可以關注我們,或者來電咨詢。

冀公網(wǎng)安備13098102000568號




